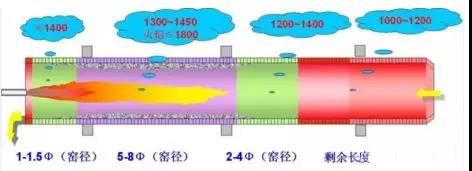
回转窑是水泥生产线最关键的主机设备,它承担着物料从生料转变为熟料的锻烧功能,是生产线温度最高的场所,窑内物料煅烧温度一般为1400~14�����50℃,窑内火焰温度一般可达1600〜1800℃或者更高,为保护回转窑筒体设备,减少回转窑的表面散热,回转窑内需砌筑一定厚度的耐火材料,这导致回转窑设备本体的荷载大为增加,而且回转窑内烧成带还有一定厚度的窑皮,也会导致回转窑本体荷载的增加。
正是由于回转窑设备本身的温度高、荷载大、转速快、长度长等特点,回转窑运行时发生振动的几率大为增加,而且回转窑的振动程度和表现状况也是多种多样的。引起振动的原因可归为 工艺原因、设备原因两大类。今天我们说说�������工艺原因引起的窑体�����振动以及处理办法。

回转窑筒体不直或变形将引发回转窑周期性振动。下面简要介绍3种引起回转窑振动的工艺原因及处理方法。
一.正常停窑再启动
回转窑经较长时间停窑或临时急停,刚点火或恢复开窑后,回转窑出现小于半圆的周期性振动,严重时个别托轮(有时可能多个托轮)与轮带在一定的区间内不接触,窑主传电机电流也随之发生与振动同步的波动,严重时回转窑大齿轮与传动小齿轮也发生同步振动。转窑运行一段时间后(一般在3d以内),回转窑振动逐渐减轻直至恢复正常。
1.主要原因
造成这种悄况的主要原因有三个:回转窑止料后打辅传的时间太短,热窑时翻窑间隔时间太长,每次翻窑的角度不正确;回转窑经较长时间停窑,在停窑期间没有按要求翮窑或翻窑的角度不正确;回转窑急停时没有及时打辅传。
2.处理方法
如果回转窑点火或恢复投料运行3d以内,振动逐渐减轻直至恢复正常可以不作任何处理,当回转窑振动未完全恢复至正常时,在工艺操作上应控制回转窑转速,不能盲目加速。
应特別注意的是,每次回转窑止料或较长时间停窑时,一定要按照回转窑操作说明书中的规定,正确打辅传和翻窑,否则可能会造成回转窑筒体疲劳断裂。
二、故障停窑再启动
回转窑经事故停窑,刚点火或恢复开窑后,回转窑出现小于半圆的周期性振动,严重时个别托轮(有时可能多个托轮)与轮带在一定的区间内不接触,窑主传电机电流也随之发生与振动同步的波动,严重时回转窑大齿圈与传动小齿轮也发生同步振动。当回转窑运行一定时间后(3d以上),虽然回转窑振动有所减轻,但振动值依然超出允许的范围,经多种调整方法仍然不能彻底消除振动。
1.主要原因
造成这种情况的主要原因也有三个:回转窑大面积掉砖或大面积红窑时停煤止火不及时,止火后没有严格按照回转窑操作说明书中的规定正确打辅传和翻窑,造成回转窑筒体不均匀膨胀和收缩而严重弯曲变形;在大风大雨的恶劣气候下事故性停窑,停窑后未能及时打辅传和翻窑,造成回转窑筒体不均匀收缩而严重弯曲变形;回转窑氏期停窑,停窑后从未翻窑。
2.处理办法
如果是回转窑大面积掉砖或大面积红窑,应及时停煤止火打辅传和翻窑,尽量延长冷窑时间;大风大雨的恶劣气候期间一定要保证备用电源能随时启用,平时也应对备用电源进行日常维护保养,保持完好。如果回转窑筒体弯曲变形,特別是同时存在一、二、三档托轮支撑冋转中心线不直的情况,应先将其调整。停窑砌筑耐火砖时,应尽量将压铅数据值最小点转至回转窑的最上方(即拱在上方).特別是在停窑砌筑耐火砖时,几天都不能翻窑,依靠回转窑的自重可微量减小回转窑的弯曲变形。回转窑点火初始时,将压铅数据值最大点转至回转窑的最上方(即拱在下方)。回转窑在高温状况下,将压铅数据值最大点转至回转窑的最上方停留10-15min,再用辅传运行3~5min,用此方法反复进行几次后回转窑的振动会逐渐减轻。如果回转窑大面积掉砖或大面积红窑后造成筒体严重变形,经上述方法调整无效后,应考虑更换严重变形的窑筒体。
三、筒体和轮带热膨胀
回转窑在运行过程中第三档托轮发生振动,振动值由小逐渐增大,有时过一段时间后振动值又由大逐渐减少直至恢复正常;振动周期性不明显或没有规律,筒体扫描仪(或用手持测温仪检查)测温数据显示第二档轮带处温度明显增高,用手持测温仪检查轮带垫板时,其温度明显高于相邻筒体的温度,同时伴有第二档的托轮瓦温度增高,检查轮带与垫板滑移量时发现较前明显减少,严重时没有滑移量甚至可能轮带将垫板抱死。
1.主要原因
造成这种情况的主要原因有:第二档轮带处耐火砖偏薄,工艺操作不当,火焰后移,在第二档轮带处形成高温区,造成该段窑筒体和轮带温度增高后发生膨胀;第二档轮带处耐火砖严重超薄,造成该段窑筒体和轮带温度增高后发生膨胀。
2.处理办法
如果振动值由小逐渐增大,过一段时间后振动值又由大逐渐减少直至恢复正常,一般是由工艺操作不当造成轮带处形成高温区导致筒体和轮带热膨胀引起的。在工艺操作上应控制火焰长度和强度,在高温区加强筒体的外部冷却,避免在第二档轮带处产生局部高温。如果窑振动逐渐减轻直至恢复正常,可以不作任何处理;如果窑振动逐渐减轻直至恢复正常,可以不作任何处理;如果振动值由小逐渐增大,运行一定时间后不能恢复正常,一般是由轮带处耐火砖严重超薄造成筒体和轮带热膨胀引起的,在工艺操作上应控制火焰长度和强度,降低第二档轮带处局部高温区的温度,严格控制筒体温度(应保证在400℃以下),如温度无法控制应考虑停窑更换耐火砖。
回转窑窑体振动的原因比较复杂,最好是结合现场的实际情况进行针对分析,但上述的3个工艺原因及解决办法基本上可以解决由此引起的回转窑振动问题。
来源:水泥技术